English
English
 Chinese
Chinese

I’ve sat through enough FDA pre-approval inspections and EU GMP audits to know one thing: the wipes on your bench are never “just wipes.” They’re consumables with a paper trail, and when that trail is missing or incomplete, the observation lands on your Form 483 or your EU non-compliance report—not on the wipe supplier, on you.
This guide is written for QA managers, process engineers, and procurement teams who need to get sterile wipe selection right the first time. I’ll cover what actually matters during an audit, how to match wipe specifications to your cleanroom zones, and where we see facilities get burned most often.
Why Pharmaceutical Wipes Aren’t Interchangeable with Industrial Ones
Here’s a mistake I’ve seen more than once: a procurement team orders “cleanroom wipes” from an industrial supplier, checks the particle count spec, and calls it done. Six months later, the QA team discovers the wipes have no sterilization validation, no COS, and no cytotoxicity testing. Now every batch that touched those wipes is under review.
Pharmaceutical sterile wipes require a completely different validation chain from industrial cleaning wipes. The material might look identical—same polyester, same knit—but the documentation, sterilization, and testing requirements are in a different league. If you’re sourcing wipes for aseptic processing, the distinction isn’t academic. It’s the difference between passing and failing an inspection.
For a broader overview of cleanroom wipe materials and how they compare across industries, we’ve published a separate cleanroom wiper selection guide that covers non-pharma applications in detail.
Gamma Irradiation: Why It Dominates Pharma Sterilization
Two sterilization methods show up in pharmaceutical wipe procurement: gamma irradiation and ethylene oxide (EtO). Here’s why gamma wins almost every time for drug-contact applications.
How Gamma Sterilization Works
Gamma irradiation exposes the sealed wipe package to Cobalt-60 ionizing radiation. The energy penetrates the packaging and destroys microbial DNA, achieving a Sterility Assurance Level (SAL) of 10⁻⁶. That means fewer than one in a million wipes could theoretically harbor a viable organism after treatment.
The standard dose range is 25–40 kGy, validated against the bioburden of the specific wipe material. Your supplier should provide a validation report showing the dose was sufficient for the starting bioburden—not just a generic “we irradiate everything at 25 kGy” statement.
Why EtO Falls Short for Drug Contact Surfaces
EtO sterilization works, but it introduces complications. The gas leaves toxic residuals (ethylene chlorohydrin and ethylene oxide itself) that require aeration time and residual testing. For wipes that will touch filling needles, vial exteriors, or isolator gloves, you don’t want to gamble on residual levels. Gamma produces no chemical byproducts—the wipe comes out of the package ready for use.
The only scenario where EtO makes sense is when the wipe material itself can’t tolerate gamma dose without physical degradation. That’s rare with modern polyester and polypropylene blends.
Matching Wipe Specifications to Your Cleanroom Zones
This is where most procurement mistakes happen. A wipe that’s perfect for a Grade D corridor is completely wrong for a Grade A filling line. Here’s how to think about it zone by zone.
Grade A / ISO Class 5 — The Critical Zone
Anything touching a drug product surface in the Grade A zone needs to be sterile, lint-free, and documented to the hilt. Sealed-edge construction is non-negotiable here. A single fiber from a cut-edge wipe landing on an open vial or a fill needle can trigger a deviation that costs more than your entire annual wipe budget.
Particle specifications: fewer than 100 particles ≥0.5μm per cubic foot, tested per IEST-RP-CC004. Some facilities tighten this to below 50 particles for their most critical lines.
Grade B / ISO Class 7 — The Buffer Zone
Grade B still requires sterile wipes for aseptic processing environments per EU GMP Annex 1. The particle limit is more forgiving (up to 352,000 particles ≥0.5μm per m³), but sterility is mandatory. Most facilities we work with standardize on Grade A specifications for both zones—the cost difference is marginal, and it eliminates the risk of someone grabbing the wrong wipe.
Grades C and D — Support Areas
Non-sterile cleanroom wipes are technically acceptable here, but sterile is still the safer default. One wrong SKU on a shelf near a Grade B transition, and your operator grabs the non-sterile bag without thinking. We’ve seen it happen. Standardizing on sterile across all zones costs a bit more per wipe but removes a category of human error entirely.
Documentation Package: The Five Documents Your Supplier Must Provide
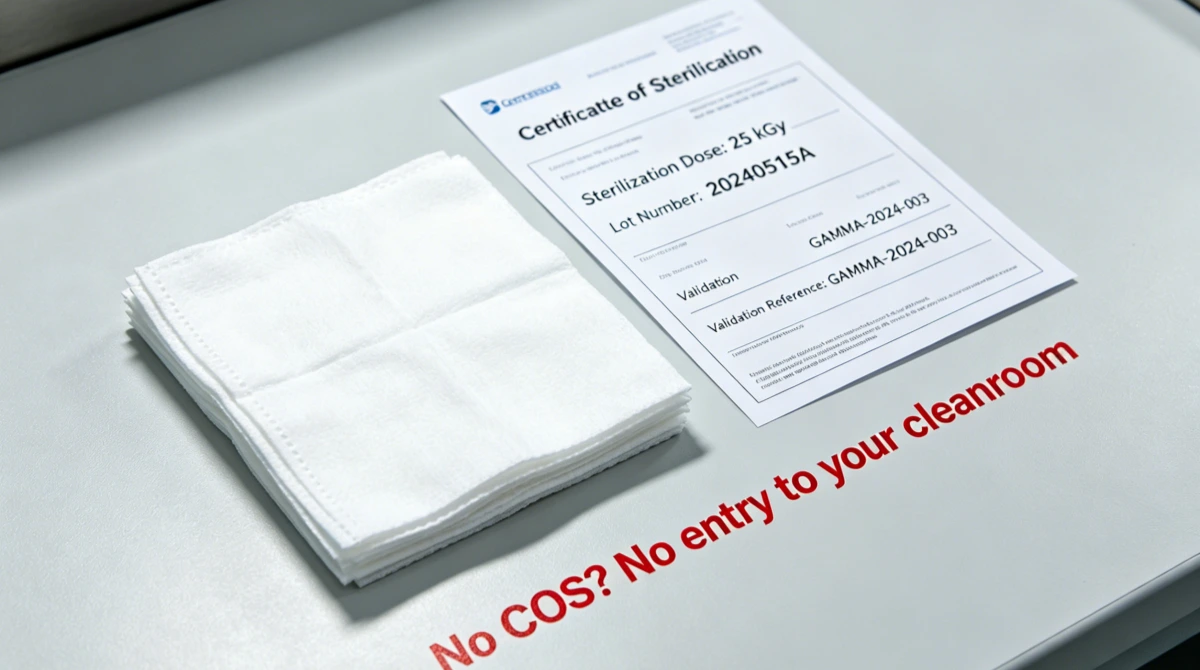
I cannot stress this enough: the wipe itself might be perfect, but if the paperwork is incomplete, you’re exposed. Here are the five documents every pharmaceutical sterile wipe lot must ship with:
- Certificate of Sterilization (COS) — Lot number, sterilization method, validated dose (in kGy), irradiation date, and reference to the validation protocol. If the COS just says “sterilized by gamma” without a dose figure, reject it.
- Certificate of Analysis (COA) — Particle counts at ≥0.5μm and ≥5.0μm, extractable residue levels, and cytotoxicity test results. This is your evidence that the lot meets its own published specifications.
- USP <87> Cytotoxicity Report — Biological safety confirmation. The test exposes mammalian cell cultures to wipe extracts and checks for cytotoxic effects. Non-negotiable for anything touching drug-contact surfaces.
- Raw Material Traceability — Source of the base fabric, lot number of the raw material, manufacturing date, and production facility. Auditors want to see the full chain from fiber to finished wipe.
- ISO 9001:2015 Certificate — Current, valid, covering the manufacturing site. Check the scope—it should include cleanroom consumable production, not just “textile manufacturing.”
Missing documentation is the single most common finding in FDA observations related to cleanroom consumables. The wipe performed fine. The paperwork didn’t exist. Don’t let that be your facility.
Edge Construction: Why It Matters More Than You Think
When someone tells me their cleanroom particle counts spike after wipe-down, the first thing I ask about is edge construction. Cut-edge wipes are cheaper because they skip the sealing step—but that cut edge sheds fibers every time it contacts a surface.
| Edge Type | Particle Shedding | Cost | Recommended Zone |
|---|---|---|---|
| Cold-cut (raw edge) | High — visible fiber release | Low | Grade D only |
| Heat-sealed | Low — fused fibers at edge | Medium | Grade B/C |
| Laser-sealed | Very low — clean fused edge | Medium-high | Grade A/B |
| Ultrasonic-sealed | Minimal — strongest seal | Higher | Grade A critical |
For aseptic filling environments, laser-sealed or ultrasonic-sealed edges are the standard. If your current wipes use heat-sealed edges in a Grade A zone, that’s a gap worth closing at your next specification review.
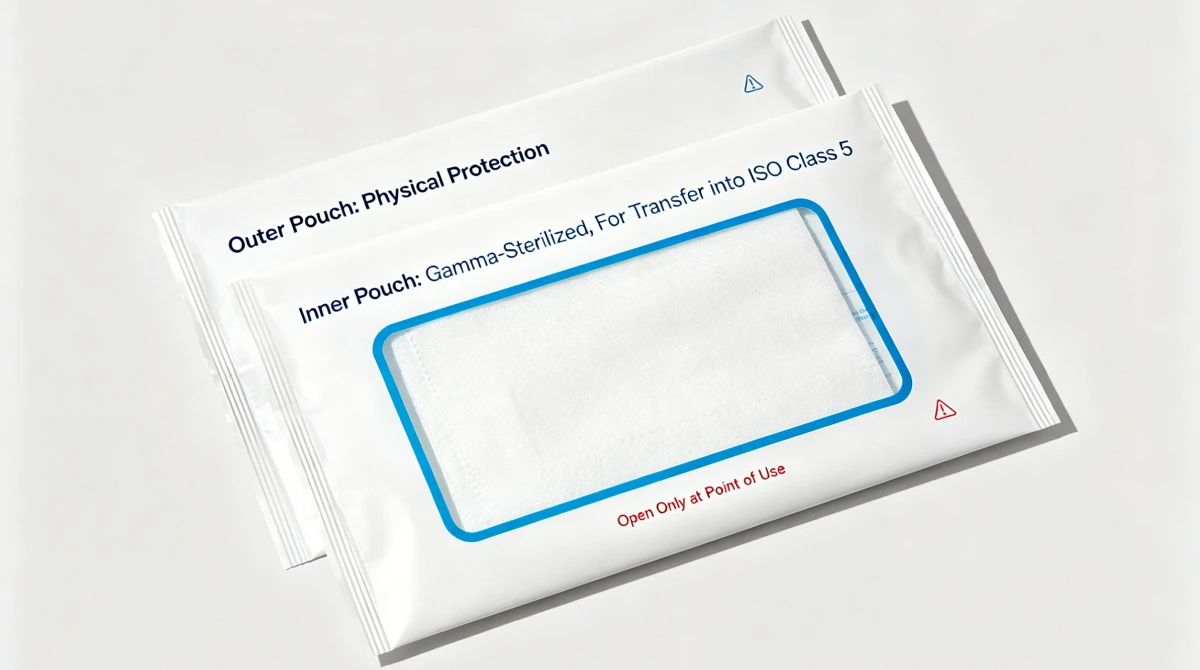
Packaging: Double-Bagging Isn’t Optional for Grade A
The packaging protocol for Grade A wipes is specific for a reason. The outer pouch protects the wipe during transport and storage. The inner pouch—sterilized along with the wipe—is what gets passed into the ISO Class 5 environment through a pass-through or material airlock.
Single-pouch packaging for Grade B is acceptable under most interpretations of EU GMP Annex 1, but we recommend double-bagging for all pharmaceutical applications. The price difference is negligible, and it gives you flexibility if your facility classification changes or if you’re preparing for an inspection where the auditor takes a stricter view.
One more thing: once the inner pouch is opened, the wipe must be used immediately or discarded. We’ve seen facilities leave opened pouches on a bench “for later.” That’s a contamination risk and an audit finding waiting to happen.
The Mistakes We Keep Seeing in Pharma Facilities
After working with pharmaceutical manufacturers across contract manufacturing, biotech, and large pharma, certain problems come up repeatedly:
- Using the same wipe across all zones without SOP enforcement — The spec sheet says Grade A wipes for filling, but the operator grabs whatever’s on the cart. If your SOPs don’t specify zone-specific wipe requirements, the spec sheet is just paper.
- Switching suppliers without revalidation — Changing wipe vendors triggers a qualification requirement. Different raw materials, different manufacturing processes, different particle profiles. Even if the new wipe “meets spec,” your quality system needs documented evidence before it enters your approved supplier list.
- Ignoring storage conditions — Humidity and temperature affect sterile packaging integrity. Wipes stored in a humid warehouse for months may have compromised sterility even if the expiration date hasn’t passed. Control your storage environment and rotate stock FIFO.
- Batch-level documentation gaps — Your supplier gave you a COS and COA for the qualification lot. But do they provide one for every subsequent lot you purchase? This is where ongoing compliance breaks down. Make lot-level documentation a contractual requirement.
How to Qualify a New Sterile Wipe Supplier for Your Facility
Switching or adding a sterile wipe supplier isn’t a simple purchase order—it’s a qualification project. Here’s the process we recommend and guide our pharmaceutical customers through:
Step 1: Specification Alignment
Map your current zone requirements against the supplier’s product specifications. Confirm particle counts, edge construction, sterility validation, cytotoxicity testing, and packaging format all meet your needs. Don’t assume—ask for written confirmation against each requirement.
Step 2: Sample Evaluation
Request trial lots with full documentation. Evaluate in your actual cleanroom environment, not just in a conference room. Test particle shed rates on your surfaces, check for fiber release under your lighting, and confirm compatibility with your cleaning agents and disinfectants.
Step 3: Documentation Review
Have your QA team review the supplier’s COS, COA, cytotoxicity reports, traceability documents, and ISO certificate against your internal requirements. Flag any gaps before placing a production order. If the supplier can’t produce all five documents per lot, that’s a risk assessment your QA team needs to own.
Step 4: Ongoing Monitoring
Qualification isn’t a one-time event. Set up incoming inspection procedures for each lot: verify COS lot numbers match the physical product, confirm particle count data on the COA meets your thresholds, and store documentation in a retrievable system. Schedule annual supplier requalification reviews.
We’ve helped pharmaceutical facilities across Asia, Europe, and North America work through this process. If you need a supplier who understands GMP documentation requirements from the start, browse our sterile wipe catalog or contact our technical team directly.
EU GMP Annex 1 (2022 Revision): What Changed for Cleanroom Consumables
The revised EU GMP Annex 1, which took full effect in August 2023, tightened requirements around sterile manufacturing significantly. For wipe procurement, three changes stand out:
- Contamination control strategy (CCS) — Annex 1 now requires a documented CCS that covers all consumables entering aseptic zones, including wipes. Your CCS should specify why you chose your current wipe supplier, what qualification data supports that choice, and how ongoing compliance is monitored.
- Closed RABS and isolator requirements — Wipes entering isolators must pass through validated transfer procedures. Double-bag packaging with compatible sterilization validation is essential.
- Increased focus on extractables and leachables — Annex 1 references the need to understand what your consumables might introduce to the drug product environment. Your wipe supplier’s COA should include extractable data.
If your facility hasn’t updated its wipe specifications since the 2022 Annex 1 revision, now is the time. We wrote a detailed breakdown of cleanroom wipe selection for pharmaceutical manufacturing that covers Annex 1 implications in more depth.
Total Cost: Why Cheaper Wipes Often Cost More
Procurement teams naturally focus on unit price. But with pharmaceutical sterile wipes, the unit price is a fraction of the real cost. Here’s what the spreadsheet misses:
- Batch rejection risk — One failed sterility test on a wipe lot can put your entire production batch on hold. The cost of a single batch rejection for a biologic or injectable dwarfs years of premium wipe pricing.
- Audit remediation — A 483 observation for inadequate consumable documentation triggers a corrective action project that pulls your QA team off other work for weeks or months.
- Operator time — Wipes that shed fibers or don’t absorb cleaning agents properly force your operators to repeat wipe-down procedures. Multiply that across every shift, every line, every day.
When we run the numbers with pharmaceutical customers, the wipe that costs 15% more per unit typically delivers 30–40% lower total cost when you factor in reduced rework, fewer deviations, and faster cleanroom turnover.
Who You’ll Work With at WIPESTAR
Our pharmaceutical division is staffed by people who’ve worked in your industry—not sales reps reading from spec sheets.

Ethan — Sales Director
20+ years in the industrial wiping cloth and cleanroom consumables world. He leads our global sales and has built long-term relationships with pharmaceutical manufacturers across continents. If you’ve got a complex pharma requirement, Ethan’s the one who figures out the right approach.

Lee — Key Account Sales Manager
Joined WIPESTAR in 2018 with 7 years already in cleanroom consumables. He’s worked with clients like Foxconn, Samsung, and Apple—companies that don’t tolerate “good enough.” His philosophy is “Do more, know more, be more,” and he lives it when handling pharma account qualifications.

Carolina — Product Specialist
She’s on the factory floor talking to production workers and technicians, understanding what they actually need—not what a spec sheet says they should need. She works directly with our suppliers to improve raw materials and processes from the source, which is why our pharma wipes meet the documentation standards auditors demand.
Get Started with Validated Pharmaceutical Sterile Wipes
Whether you’re qualifying a new supplier, upgrading your wipe specifications for Annex 1 compliance, or reviewing your current documentation package, we’re ready to help. Free sample lots available for qualified pharmaceutical facilities. Full documentation packages included with every order.
Browse our sterile wipe product range to see specifications, or contact our technical team to discuss your specific zone requirements.
Frequently Asked Questions About Sterile Wipes for Pharmaceutical GMP Manufacturing
Request a Quote for Pharmaceutical Sterile Wipes
We supply gamma-validated sterile wipes direct from our factory—full GMP documentation, custom sizing, private labeling, and fast global shipping. ISO 9001:2015 certified production with ROHS compliance.