English
English
 Chinese
Chinese

Walk into any manufacturing facility and ask the procurement team how they qualified their current wipe supplier. Nine times out of ten, the answer is some version of “we compared prices and picked the one that passed our quality checks.” That’s not qualification — that’s a coin flip with extra steps.
We’ve worked with hundreds of procurement teams across automotive, semiconductor, pharmaceutical, and general manufacturing. The patterns are consistent. Purchasing managers get burned by a bad batch of wipes, promise themselves they’ll be more thorough next time, then six months later they’re running the same RFQ with the same blind spots. This article is the checklist we walk through with every client before they commit to a new supplier — or re-evaluate the one they already have.
The RFQ Trap: Why Your Wipe Bidding Process Is Broken
Here’s what your next wipe RFQ should include that it probably doesn’t right now:
Ask for a year of CoA data, not the latest batch. A supplier can hit spec on the sample they send you. The question is whether they hit it consistently across twelve months of production runs. We took over an account from a supplier whose first three lots tested perfectly — particle counts, extractables, everything within range. The fourth lot spiked to four times the particle count. Same product, same spec sheet, same “ISO certified” stamp. The client had only reviewed the sample CoA before placing the bulk order. A year of historical data would have shown the inconsistency before it reached their floor.
Ask what happens when a delivery deadline gets missed. Not “what’s your on-time rate” — everyone claims 95%+. Ask what specific remedy they offer. A credit note doesn’t un-stop your paint line. Some suppliers will air-freight replacement stock at their own cost when they miss a deadline. Others shrug and say “next time.” You need to know which kind you’re dealing with before you sign, not after.
Ask for a customer they lost in the last two years. References from happy customers are useless — every supplier has those. The revealing conversations are with the ones who left. Most suppliers won’t hand over those contacts, but the ones who will deserve extra credibility. They’re confident enough to let you hear the unfiltered version.
Ask what their process looks like when you report a quality issue at 2 PM on a Friday. Weekend production doesn’t wait for Monday morning account managers. Understand the actual escalation path — not the org chart on their website, but who physically picks up the phone and what they do in the first four hours.
There’s another RFQ mistake we see constantly: asking three suppliers to bid on the same spec without verifying that spec actually matches the need. We visited a facility in the Midwest where the purchasing team had specced “ISO Class 5 cleanroom wipes” for a gowning area that operated at ISO Class 8. They were paying a 3× premium for a spec they didn’t require. Walk the floor before you write the RFQ. Talk to the operators, not just the quality manager.
Receiving Inspection: The 15-Minute Check That Saves Thousands
Most facilities handle incoming wipe inspection one of two ways: they trust the supplier’s CoA and check nothing, or they run full particle counts on every lot and burn lab time on a consumable. Both are wrong. One leaves you exposed; the other wastes money.
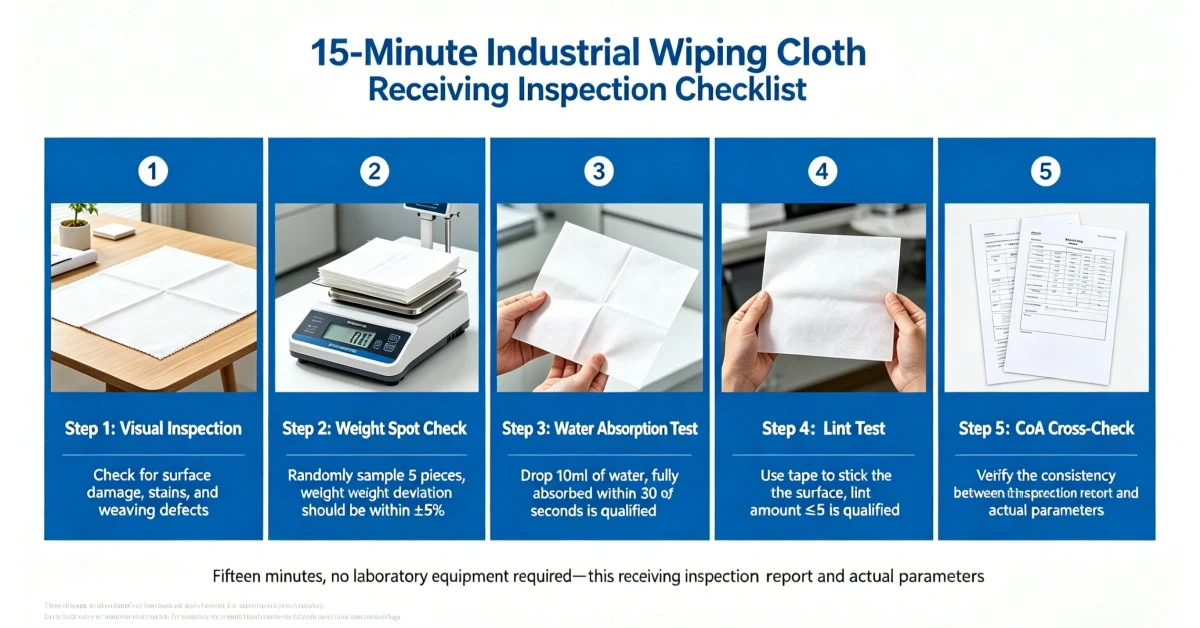
Here’s the practical middle ground we walk through with clients — a fifteen-minute receiving check that catches ninety percent of problems before product hits the floor:
- Visual check under task lighting. Open one bag from each lot. Hold the wipe at arm’s length under your standard work lighting. Look for uneven texture, discoloration, tears, foreign particles. Thirty seconds. You’d be amazed how often this catches a gross contamination issue that would have gone straight to the production line.
- Weight spot-check. Weigh five random wipes on a postal scale. Compare to the spec sheet’s gsm rating, accounting for stated size. A wipe that’s supposed to be 75 gsm but comes in at 60 has a problem — wrong material blend or undersized sheets. Two minutes.
- Absorption test. Drop 0.5 mL of your most common cleaning solvent onto a wipe. Does it absorb within three to five seconds, or does it bead and sit? Compare to your approved reference sample. A dramatic difference in absorption rate means the material blend changed, even if the spec sheet says otherwise. Three minutes.
- Lint test on a dark surface. Wipe a clean black glass panel or dark stainless steel. Count visible fibers under a basic magnifying lamp. You don’t need a particle counter — if you see more fibers than your approved reference, something shifted in production. Five minutes.
- CoA cross-check. Verify the lot number on the bag matches the CoA. Check that particle counts and extractable values fall within your acceptance range. This is paperwork, not testing — but we’ve seen CoAs shipped for the wrong product, the wrong lot number, even the wrong customer. Five minutes.
If a lot fails any of these checks, quarantine it and call the supplier. Don’t use it “just this once” while you sort things out. A medical device assembler in the Southeast told us their particulate rejection rate tripled in a single quarter. Root cause: a wipe lot that passed the supplier’s internal checks but failed their facility’s tighter incoming standard. They’d skipped receiving inspection that month because “the supplier always passes.” Three months of rework traced back to one unchecked shipment.
Switching Wipe Suppliers Without Disrupting Production
Changing wipe suppliers sounds simple: qualify the new product, place the order, switch over. We’ve supported enough transitions to know the failure modes are predictable.
Don’t hard-switch. Run in parallel. Order a two-month supply of the new product while you still have the old in stock. Run both side by side for at least four weeks. Your operators will notice differences the spec sheets won’t — the way the wipe feels when saturated, how it folds, how it pulls from the box. Those ergonomic differences hit consumption rates harder than you’d think. We worked with a pharma packaging facility where operators rejected the new wipe’s fold format within the first week — they were doubling up sheets out of habit, and consumption spiked before anyone thought to measure it.
Retrain before you transition. If the new wipe has a different dispensing format or fold pattern, do a fifteen-minute toolbox talk before the switch — not after the first wave of complaints. Most “the new wipes are terrible” feedback is really about unfamiliarity, not quality. But you won’t know the difference unless you set up the transition properly.
Keep safety stock of the old product for sixty days. Even after you’ve fully transitioned, hold a buffer. If the new supplier hits a quality issue or delivery delay in their first few orders — which is when problems are most likely — you have a fallback. After sixty days of clean performance, release the buffer.
Document everything during the parallel period. Track consumption rates, operator feedback, quality incidents, and receiving inspection results separately for old and new product. This data is your leverage if the new supplier’s performance doesn’t match the sales pitch. It’s also your evidence for management when the transition goes well.
Managing Wipe Procurement Across Multiple Facilities
One plant is straightforward. Three plants is manageable. Twenty plants is a different animal — and the problems compound in ways that aren’t obvious until you’re in the middle of them.
Standardize the spec, not the SKU. A pharmaceutical cleanroom and a CNC machining center don’t need the same wipe. Forcing every facility onto one SKU wastes money — you’re either over-speccing the low-criticality areas or under-speccing the high-criticality ones. Instead, standardize the quality baseline: same material type, same acceptance criteria, same CoA requirements. Each facility picks the SKU that fits their actual needs, but the quality standard is consistent across the board.
Consolidate the supplier base, not the orders. Three suppliers across twenty plants means sixty relationships to manage. One supplier means one relationship — and one point of failure. The sweet spot we’ve seen work best: two approved suppliers, primary taking 70–80% of volume, both meeting the same quality standard. If the primary has an issue, the backup is already qualified and your people know the product.
Negotiate corporate-level terms, place plant-level orders. Corporate procurement handles pricing, quality guarantees, contract terms. Individual plants place orders against those terms based on actual consumption. A plant manager doesn’t need to negotiate pricing — they just call in the order against the master agreement. You get volume leverage without centralizing every reorder decision.
Share quality data across sites. When one facility catches a problem during receiving inspection, every facility should know within 24 hours. A shared spreadsheet works. A dedicated messaging channel works better. The lot that failed at one site might have shipped to another. We’ve seen a single bad lot hit three facilities before anyone thought to check — because nobody had a process for cross-site communication on quality issues.
Your Quality Agreement Is Probably Worthless — Here’s How to Fix It
We’ve read hundreds of quality agreements between wipe suppliers and buyers. Most of them say the same thing: “supplier shall maintain ISO 9001 certification” and “products shall meet agreed specifications.” Legally adequate. Operationally useless.
A quality agreement that actually protects you needs specifics:
Defined acceptance ranges for every critical parameter. Not “particle counts shall meet ISO Class 5 requirements” — that’s the wipe’s classification, not your acceptance criterion. You want: “Particle counts shall not exceed X counts/m² at ≥0.5µm, Y counts/m² at ≥1.0µm, Z counts/m² at ≥5.0µm, tested per IEST-RP-CC004.3.” Measurable. Specific. Auditable.
Response time commitments for quality claims. “Supplier shall acknowledge receipt of quality complaint within 24 hours and provide root cause analysis within 10 business days.” Without a timeline, your complaint sits in someone’s inbox while your production team works around the problem. We’ve seen quality claims drag out for six weeks. The production floor doesn’t get six weeks to wait — they need answers in days.
Lot-to-lot variance limits. A wipe testing at 10 particles/m² on one lot and 400 on the next technically “meets spec” if your limit is 500. But that variance signals a process control problem that will eventually bite you. Define acceptable variance ranges — not just upper limits — and require notification when a lot approaches the boundary.
Change notification requirements. If the supplier changes their raw material source, production line, or process parameters, you need to know before the change — not after a quality incident reveals it. Thirty days written notice before any change affecting product performance. Non-negotiable.
Remediation procedures. When a lot fails, what happens? Who pays for replacement? What’s the timeline? Does the supplier cover disposal costs for defective product? Does a failed lot trigger a process audit? Spell it out. Ambiguity in remediation always favors the supplier — never you.
Most suppliers will push back on specifics. That’s normal. The ones who don’t push back — who say “sure, we’ll put that in writing” — are the ones worth keeping.
Stop Guessing: Build a Consumption Tracking System That Actually Works
You know how many cases of wipes you ordered last quarter. You probably don’t know how many sheets your operators actually used per task, per shift, per line. That gap is where money disappears.
We set up a tracking exercise with a client’s facility last year — three tasks, three shifts, thirty days. The morning shift was using 40% more sheets than the night shift for the same cleaning operation. Same product, same surfaces, same chemicals. The difference turned out to be a training gap: the morning crew had been double-sheeting because they’d learned on a different wipe format months earlier and nobody told them the new product didn’t need it. Thirty days of data caught a waste pattern that had been running for half a year.
Here’s the minimum viable system — takes two weeks to set up, pays for itself in the first month:
Pick three representative tasks. Don’t track everything — that’s a data graveyard nobody maintains. Choose three tasks that cover different patterns: one high-volume/low-criticality (general surface wipe-down), one medium/medium (equipment cleaning), one low-volume/high-criticality (cleanroom or paint prep).
Assign a counter per task per shift. One person counts sheets used for each task. Tally sheet on a clipboard at the point of use. Digital if you have it, paper if you don’t. The format matters less than the consistency.
Track for thirty days minimum. Two weeks shows you patterns. Thirty days accounts for production schedule variation. Record the count, the shift, the operator, and any notes — “wipe fell apart,” “had to use extra sheets,” “box was damaged.” Those notes are often more valuable than the numbers.
Analyze and act. Compare actual sheets-per-task to the supplier’s claims. Compare across shifts — big variance usually means a training issue, not a product issue. If consumption runs significantly higher than expected across all shifts, you have a product-fit problem. Either way, you’ve got data instead of a guess.
Facilities that do this consistently find 15–30% consumption reduction in the first quarter. Not by switching products — by identifying waste patterns and fixing them. Sometimes the fix is as simple as changing from a bag to a pop-up box dispenser so operators grab one sheet instead of a handful.
Seasonal and Demand-Spike Planning for Consumables
Industrial wipe demand isn’t flat. Automotive paint shops ramp up before model year changeovers. Semiconductor fabs run hotter during chip shortage cycles. Pharma facilities spike before regulatory submissions. If you’re ordering the same quantity every month, you’re either overstocking or understocking — and both cost you.
Map your demand cycles. Pull twelve months of order history and overlay it with your production schedule. You’ll see patterns — quarterly end-of-line pushes, annual shutdowns, seasonal spikes for specific products. Most facilities have two or three predictable peaks per year they could plan for but don’t.
Pre-position inventory before known peaks. If your automotive customer has a model year changeover in September, build wipe inventory in July and August. Don’t wait until August to order — your supplier’s lead time stretches during industry-wide demand spikes. We’ve seen entire corridors of manufacturing plants run out of surface prep wipes in the same month because every facility placed orders in the same two-week window. The ones who ordered early had product. The rest scrambled.
Negotiate flexible volume commitments. Instead of a flat monthly commitment, push for quarterly or annual volume with monthly call-off flexibility. A contract for 120,000 sheets per year with ±30% monthly flexibility gives you room to adjust without penalties. Most suppliers will agree — it gives them planning visibility while giving you operational room.
Share your production forecast with your primary supplier. You don’t need to name customers or products. “We expect 40% higher consumable usage in Q3 due to a production ramp” is enough for them to reserve capacity and raw materials. A supplier who knows what’s coming serves you better than one who gets surprised by a rush order on a Thursday afternoon.
Talk to Our Team
Everything above is general guidance. Your facility has specific surfaces, specific chemicals, specific classifications, and a specific budget. Generic advice gets you partway there — the rest takes a conversation with someone who’s worked through your kind of problem before.
At WIPESTAR, we manufacture from our Shenzhen facility — 100,000+ m² of production space, 1,200+ machines, ISO-certified quality systems. We’ve worked with procurement teams across automotive, semiconductor, pharma, and general manufacturing on four continents. The patterns in this article? We’ve seen every one of them play out firsthand.
If you’re evaluating suppliers, planning a wipe trial, or trying to fix a consumable cost problem, reach out:
- Ethan — 20 years in consumables, handles enterprise accounts and non-standard requirements
- Lee — 7 years in cleanroom consumables, worked with Foxconn, Samsung, and Apple supply chains
- Guan — semiconductor and EV battery specialist, 9+ years combined experience
Email info@wipestar.com or call +86-755-8961-6775. Free samples ship within 48 hours. Technical consultation at no charge. Full team at wipestar.com/team.
WIPESTAR — Making the World Cleaner.
Frequently Asked Questions About Industrial Wipe Procurement
Request a Procurement Consultation
Wiping cloths, surface preparation wipes, cleanroom consumables — factory direct with transparent pricing, OEM options, and technical support from our Shenzhen manufacturing team.