English
English
 Chinese
Chinese

An optical lens manufacturer in Dongguan sent us a panicked email last year. Their yield on a new AR coating line had dropped 15% in two weeks. The defect: micro-scratches on coated lens surfaces that appeared after the final wipe-down step. They’d tested three different “lint-free” cleanroom wipes from three suppliers. All three produced scratches visible under 10× magnification on their coated surfaces. They were about to blame their coating process.
We sent them a wipe sample from our optical-grade product line. Their scratch rate dropped to 1.2%. The problem wasn’t their coating—it was that “lint-free” doesn’t mean “scratch-free,” and nobody had told them the difference.
We supply cleanroom consumables to optical lens manufacturers, display panel producers, and precision optics facilities across Asia. This guide covers what we’ve learned about specifying wipes for optical and display applications—where the surface you’re wiping is the product, and every wipe mark is a defect.
Why Optical Surfaces Need a Different Wipe Specification
In most cleanroom applications, you’re wiping equipment surfaces—stainless steel chambers, plastic housings, tool exteriors. The surface is robust, and the worst a bad wipe can do is leave particles or fibers that you can blow off or re-wipe.
In optical manufacturing, the surface you’re wiping is the product. A coated lens, a polarizer film, a display panel substrate—these surfaces have hardness ratings measured in pencil hardness or nanoindentation, and they scratch easily. A wipe that’s perfectly acceptable for semiconductor equipment cleaning will destroy an AR-coated lens.
The specification differences are significant:
- Surface hardness sensitivity — AR coatings and display substrates have hardness ratings of 2H to 4H pencil hardness. A wipe with embedded abrasive particles (from manufacturing or packaging) that wouldn’t scratch stainless steel will scratch these surfaces permanently.
- Optical clarity requirements — A fiber or particle on a semiconductor wafer is a yield defect. A fiber or particle on an optical surface is a visual defect that the end customer sees. The detection threshold is different—human eyes and optical inspection systems see different things.
- Chemical sensitivity — Many optical coatings are sensitive to specific solvents. A wipe that’s compatible with IPA may cause coating delamination when used with acetone or MEK. Your wipe and solvent specification must match your coating chemistry.
Scratch Prevention: The Physics of Wipe-Induced Surface Damage
When a wipe moves across an optical surface, three mechanisms cause scratches:
Abrasive Particles in the Wipe
The most common cause. Particles embedded in the wipe material during manufacturing—cutting debris, packaging material fragments, or airborne contaminants trapped during converting—act as abrasives when dragged across the surface. These particles are often too small to see but large enough to scratch a coated surface. Particle sizes above 5μm are the primary scratch risk for optical surfaces.
Fiber-Induced Scratching
A single stiff fiber from a cut-edge wipe, dragged across a surface under pressure, can leave a scratch mark. This is especially problematic with polyester fibers, which have higher surface hardness than the coatings they’re wiping. Sealed-edge construction eliminates this mechanism—laser-sealed or ultrasonic-sealed edges fuse the fibers so no loose fiber ends can contact the surface.
Friction-Induced Damage
When a dry wipe is dragged across a dry optical surface, the friction coefficient is high enough to cause micro-scratches even without abrasive particles. Use a pre-wetted wipe or apply solvent to the surface before wiping to reduce friction. Never dry-wipe an optical surface.
For optical applications, specify wipes that are:
- Manufactured in a cleanroom environment (ISO Class 5 or better) to minimize embedded particles.
- Sealed-edge (laser or ultrasonic) to eliminate loose fiber ends.
- Tested for embedded particle counts at ≥5μm using LPC or microscopic examination.
- Free of abrasive manufacturing aids—no silicone release agents, no cutting oils, no packaging adhesives.
Display Panel Manufacturing: LCD, OLED, and MicroLED Wipe Requirements
Display panel manufacturing has its own set of wipe requirements driven by the substrate materials, coating processes, and pixel density of the display technology.
LCD Panel Manufacturing
LCD panels use glass substrates withITO (Indium Tin Oxide) electrode layers, alignment layers, and color filters. Wipe-down of glass substrates before coating requires wipes that don’t scratch the glass surface (Mohs hardness 5.5 for glass, but ITO and alignment layers are softer). The primary concerns are particle removal and fiber elimination—any particle between the glass substrate and the liquid crystal layer becomes a dead pixel or a bright spot defect.
OLED Panel Manufacturing
OLED panels are more sensitive than LCDs. The organic emissive layers are extremely thin (nanometer scale) and sensitive to moisture, oxygen, and particulate contamination. Wipe-down of OLED evaporation chamber interiors, substrate handling surfaces, and encapsulation equipment requires wipes with:
- Ultra-low particle generation—any particle on the substrate before organic layer deposition becomes a dark spot defect that grows over the panel’s lifetime.
- Moisture content control—OLED materials degrade on contact with moisture. Wipes used in OLED production areas should have documented moisture content below 0.5% by weight.
- No organic extractable compounds—volatile organics from the wipe can contaminate the evaporation chamber and deposit on the OLED stack, causing efficiency loss and color shift.
MicroLED Manufacturing
MicroLED is the most demanding display technology from a contamination perspective. Individual LED chips are 10–50μm in size, and any particle larger than 5μm on the transfer substrate can prevent chip bonding. Wipe specifications for MicroLED production approach semiconductor fab levels—particle counts at ≥0.1μm, ESD-safe materials, and lot-level LPC data.
AR Coating and Thin Film Surfaces: The Most Sensitive Application
Anti-reflective (AR) coatings on optical lenses are among the most scratch-sensitive surfaces in manufacturing. A multi-layer AR coating stack—typically alternating layers of high-index (TiO₂, Ta₂O₅) and low-index (SiO₂, MgF₂) materials—has a total thickness of 100–500nm. The top layer is often a soft fluoride compound (MgF₂) with a pencil hardness below 2H.
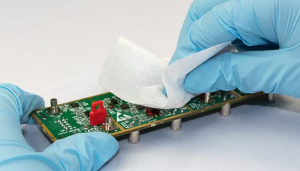
Wiping an AR-coated surface is an act of controlled risk. The goal is to remove particles and residue without scratching the coating. Here’s how:
- Always use a wet wipe — Never dry-wipe an AR-coated surface. The solvent acts as a lubricant, reducing friction between the wipe and the coating surface. Use the mildest solvent that accomplishes the cleaning task—typically a 70:30 IPA:DI water mix.
- Use minimal pressure — Let the solvent and wipe material do the work. Pressing harder doesn’t clean better—it just increases the force on any embedded particle and raises the scratch risk.
- Single-pass wiping — Don’t go back and forth. One pass in one direction, lifting the wipe at the end. Return passes drag particles across the surface that the first pass lifted.
- Inspection after wiping — Inspect the coated surface under a point light source at a shallow angle. Scratches that are invisible under diffuse lighting show up clearly under point-source illumination. If your inspection lighting isn’t catching scratches, your QC isn’t working.
We developed our optical-grade wipes specifically for AR coating applications. The wipe material is 100% polyester, ultrasonic-sealed, manufactured in ISO Class 5 cleanroom conditions, and tested for embedded particles at ≥5μm. It’s the product that solved the Dongguan lens manufacturer’s scratch problem in one sample trial.
Chemical Compatibility with Optical Cleaning Solvents
Optical manufacturing uses a specific set of cleaning solvents, and your wipe must be compatible with all of them:
| Solvent | Optical Application | Wipe Compatibility Notes |
|---|---|---|
| IPA (Isopropyl Alcohol) | General surface cleaning, particle removal | Compatible with all common wipe materials |
| Acetone | Heavy organic residue removal, photoresist stripping | Compatible with polyester and polypropylene; degrades cellulose over time |
| MEK (Methyl Ethyl Ketone) | Adhesive residue removal, coating touch-up | Compatible with polyester; verify polypropylene compatibility at concentration used |
| DI Water | Final rinse, pre-wetting solvent carrier | Compatible with all materials; verify wipe doesn’t release water-soluble extractables |
| HFE (Hydrofluoroether) | Flux removal in optical assembly, precision cleaning | Verify specific HFE formulation compatibility—some HFEs swell polyester at elevated temperatures |
A common mistake: using a wipe that’s compatible with IPA but incompatible with the mixed solvent system used in production. If your cleaning solution is 70% IPA / 30% DI water, test the wipe with that exact mixture—not just pure IPA. Solvent blends can have different material compatibility than individual solvents.

Particle Control on High-Gloss and Mirror Surfaces
Particle visibility on optical surfaces is driven by the surface finish and the inspection method. On a matte stainless steel surface, a 20μm particle is invisible. On a polished optical surface or a display panel, that same 20μm particle is a visible defect.
This means your wipe’s particle specification must be tighter for optical applications than for general cleanroom use:
- Particle testing threshold — Standard cleanroom wipe testing at ≥0.5μm is insufficient. For optical applications, specify particle data at ≥5μm (the scratch-risk threshold) and ≥0.5μm (the visibility threshold on high-gloss surfaces).
- Fiber count — Fibers are more visible than particles on optical surfaces because they scatter light along their length. Specify a fiber count limit per wipe—typically fewer than 5 fibers ≥100μm per wipe for optical applications.
- Testing method — Bag-count testing (counting particles that shake loose from the wipe in a bag) underestimates the particles available for surface transfer. Liquid extraction testing or surface transfer testing gives a more realistic picture of what the wipe deposits on your product surface.
One display panel manufacturer we work with runs a “black panel test” at incoming inspection: they wipe a clean black glass panel and count particles and fibers under a calibrated light source. This takes five minutes per lot and catches particle problems that standard CoA data misses. We recommend this test for any optical or display application.
Cleanroom Classification: What Level Do You Actually Need
Optical manufacturing cleanroom requirements vary by product type. Here’s a practical guide:
| Product | Typical Cleanroom Class | Minimum Wipe Class |
|---|---|---|
| Standard camera lenses | ISO Class 7 (Class 10,000) | ISO Class 5 |
| AR-coated precision optics | ISO Class 6 (Class 1,000) | ISO Class 5 |
| LCD panel substrate | ISO Class 6 | ISO Class 5 |
| OLED evaporation chamber | ISO Class 5 (Class 100) | ISO Class 3–4 |
| MicroLED transfer | ISO Class 4–5 | ISO Class 3 |
| Fiber optic connectors | ISO Class 7 | ISO Class 5 |
The rule of thumb: your wipe’s cleanroom classification should be at least one class cleaner than your production environment. A wipe manufactured in ISO Class 5 conditions generates fewer particles in your ISO Class 6 production area than a wipe manufactured in ISO Class 7 conditions. The cost premium for cleaner-class wipes is small relative to the yield improvement.
How to Test and Qualify Wipes for Optical Applications
Standard cleanroom wipe qualification (IEST-RP-CC004) covers particle counts and fiber generation. For optical applications, add these tests:
Scratch Test on Witness Optic
Use a coated witness optic (same coating as your product) and wipe it under your standard production conditions. Inspect under point-source lighting at a shallow angle. Count scratches per unit area. Compare against your acceptance criteria. This test must use your actual wipe, solvent, pressure, and technique—lab conditions that don’t simulate your production process are meaningless.
Embedded Particle Count
Place the wipe on a clean surface and use a calibrated particle counter or microscope to count particles that transfer from the wipe to the surface. Test at ≥5μm for scratch-risk particles and ≥0.5μm for visual-defect particles. Run this test on multiple samples from each lot—embedded particle distribution is often uneven.
Solvent Compatibility Verification
Soak the wipe in your production solvent for the maximum contact time in your process. Check for physical degradation (tearing, fiber release, dimensional change), chemical extractables (GC-MS analysis of the solvent after soaking), and surface residue (inspect a witness optic after wiping with the soaked wipe).
Optical Surface Inspection After Wipe-Down
The ultimate qualification test. Wipe your actual product surface using your production technique. Inspect using your production inspection method. If your product passes your visual and automated inspection after wipe-down, the wipe is qualified. If it doesn’t, no amount of CoA data matters.
For optical-grade wipe qualification, browse our cleanroom wipe range or contact our optical industry team.
Your Optical Consumables Team at WIPESTAR
Optical and display manufacturing accounts get a team that understands surface sensitivity—not just cleanroom particle specs.

Ethan — Sales Director
Ethan has worked with optical and display manufacturers since the CRT era. He understands how wipe specifications translate to yield on your production line—not just what the spec sheet says, but how the wipe actually performs on your coated surfaces. He leads our optical industry account strategy and handles the technical discussions with your process engineering team.

Guan — Cleanroom Consumables Sales Specialist
Guan focuses on cleanroom consumable applications where surface quality is the product—not just a process requirement. He handles optical and display manufacturer accounts, manages sample evaluations, and coordinates scratch testing and qualification trials. If you need a wipe that won’t scratch your coated surfaces, he’s the one who gets you the right sample and follows through on qualification data.

Carolina — Product Specialist
Carolina manages the production-side quality control that optical-grade wipes demand. She works with our manufacturing team to maintain embedded particle counts below optical-grade thresholds, coordinates cleanroom production scheduling, and ensures every lot meets the tighter specifications that optical and display customers require. She catches manufacturing variability before it reaches your production line.

Vicky — Foreign Trade Sales Supervisor
Vicky coordinates overseas optical and display manufacturer orders with the scheduling precision that JIT production demands. Display panel fabs run 24/7 and can’t wait for wipe shipments. She manages production scheduling, freight coordination, and safety stock programs to ensure your line never stops because of consumable supply issues.
Meet the full team: WIPESTAR Team Page →
Frequently Asked Questions About Cleanroom Wipes for Optical and Display Manufacturing
Request Optical-Grade Cleanroom Wipe Samples
We supply cleanroom wipes for optical and display panel manufacturing—scratch-tested on coated witness optics, manufactured in ISO Class 5 cleanroom conditions, sealed-edge construction, and lot-level embedded particle data. Free samples with scratch test data for qualified optical manufacturers.
Browse our cleanroom wipe range →
Request Scratch Test Samples →