English
English
 Chinese
Chinese

A contract additive manufacturing shop in Shenzhen called us with a problem that was costing them customers. Their SLS nylon parts had inconsistent surface finish after bead blasting. Some batches came out clean and ready for dyeing or coating. Others had a greasy residue that caused dye uptake failures and coating adhesion problems. Same printer, same powder, same bead blast parameters. The variable? They’d switched wiping cloths for their post-build powder decontamination step. The new cloth was cheaper. It was also leaving a thin film of silicone from its manufacturing process on every part it touched.
We supply industrial wiping cloths to additive manufacturing service bureaus, in-house AM production facilities, and post-processing operations across Asia. This guide covers what we’ve learned about specifying wipes for 3D printing post-processing—where the wipe is the bridge between a raw printed part and a finished product, and where nobody thinks about the wipe until something goes wrong.
Why Additive Manufacturing Post Processing Has Different Wipe Needs
Additive manufacturing post processing is different from traditional manufacturing cleaning in three ways:
- Part geometry is complex — AM parts have internal channels, lattice structures, and thin walls that trap powder, resin, and support material. A wipe must be flexible enough to reach into channels and textured enough to dislodge trapped material without damaging delicate features.
- Surface roughness is high — As-printed AM surfaces have Ra values of 5–25μm (polymer) or 5–15μm (metal), far rougher than machined surfaces. The wipe must conform to this rough surface and clean the peaks and valleys without leaving fibers trapped in the texture.
- Residual contamination is unique — Uncured photopolymer resin, sintered metal powder, support material residue, and release agents are AM-specific contaminants that traditional manufacturing cleaning doesn’t address. Your wipe must be compatible with the specific chemistry of your AM process.
A general-purpose cleanroom wipe works for equipment cleaning. For AM part post-processing, you need wipes matched to your specific AM technology and post-processing workflow.
Polymer AM Post Processing: SLA, SLS, and FDM Wipe Requirements
Each polymer AM technology produces different post-processing contamination, and each requires a different wipe approach.
Stereolithography (SLA/DLP)
SLA and DLP parts come off the build platform coated in uncured photopolymer resin. After isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether (TPM) wash, the part surface still has a thin resin residue that must be wiped before UV post-curing. The wipe must:
- Be compatible with IPA and TPM—these are the primary wash solvents, and the wipe is used during and after the wash step.
- Remove uncured resin without leaving fibers trapped in the layer lines—SLA parts have visible layer lines at 25–100μm step height that trap fibers.
- Not introduce contaminants that inhibit UV curing—some wipe materials contain UV absorbers or stabilizers that interfere with post-cure chemistry.
Selective Laser Sintering (SLS)
SLS nylon parts come out of the powder cake coated in unsintered powder. After bead blasting, fine powder residue remains in surface pores and internal channels. The wipe-down step removes this residual powder before dyeing, coating, or assembly. Key wipe requirements:
- Static-dissipative material—nylon powder is triboelectric and clings to charged surfaces. An anti-static wipe helps release powder from the part surface.
- High surface area—SLS surface roughness (Ra 8–15μm) means the wipe needs enough texture to contact the rough surface and lift powder from the valleys.
- Chemical compatibility with nylon—some solvents swell nylon parts. Your wipe solvent must be compatible with PA12 or PA11 material.
Fused Deposition Modeling (FDM/FFF)
FDM parts have the highest surface roughness of any polymer AM technology (Ra 15–25μm) and often require support material removal. Wipe-down after support removal cleans residual PVA (water-soluble support) or breakaway support fragments. For FDM, a general-purpose wood pulp/polypropylene wipe is usually sufficient—the surface finish is rough enough that fiber trapping is less of a concern than with SLA or SLS.

Metal AM Post Processing: DMLS, SLM, and Binder Jetting Surface Prep
Metal additive manufacturing post processing is more demanding than polymer AM because the parts are higher value, the surface specifications are tighter, and the contamination is harder to remove.
DMLS/SLM (Powder Bed Fusion)
Metal powder bed fusion parts come off the build plate with sintered support structures and loose metal powder trapped in internal channels. After wire EDM removal from the build plate and support removal, the part needs thorough decontamination. Metal powder—especially reactive metals like titanium and aluminum—is a safety hazard (flammable) and a quality hazard (embedded particles cause stress concentration sites). Wipe requirements:
- High abrasion resistance—metal powder particles are abrasive and tear standard cleanroom wipes. Use a heavy-duty wipe with high tensile strength.
- No fiber shedding—fibers trapped in metal AM surface texture are difficult to remove and cause defects in subsequent HIP (Hot Isostatic Pressing) or heat treatment.
- Solvent compatibility for binder residue—some metal AM processes use binder that requires specific solvents for removal.
Binder Jetting
Binder jetting parts are fragile in the green state (before sintering) and require gentle handling during post-processing. Wipe-down of green-state parts must use a soft, low-abrasion wipe that removes loose powder without damaging the binder between particles. After sintering, the surface is denser but may have residual powder in internal features. A medium-weight wipe with good powder pickup capability works for post-sinter cleaning.
Resin Removal: Matching Wipe Chemistry to Photopolymer Resins
Uncured photopolymer resin is the primary contaminant in SLA/DLP post-processing. It’s sticky, it’s reactive, and if it’s not completely removed before post-curing, it creates a tacky surface finish that fails every subsequent process step.
The challenge: uncured resin is chemically similar to the cured part surface. Aggressive solvents that dissolve the resin also attack the part. You need a wipe-and-solvent combination that removes the uncured resin without degrading the cured polymer.
| Resin Type | Wash Solvent | Wipe Recommendation | Key Caution |
|---|---|---|---|
| Standard acrylic resin | IPA (90%+) | Polyester/cellulose blend, sealed-edge | IPA dissolves some FDM filaments—don’t use on mixed-material assemblies |
| Tough / durable resin | IPA or TPM | 100% polyester, sealed-edge | Higher resin viscosity requires more wipe passes; use fresh wipe per pass |
| Castable resin (jewelry/dental) | IPA or dedicated wash solution | Polyester, ultra-low-lint | Residue affects burnout—any uncured resin left causes casting defects |
| Biocompatible resin (medical/dental) | IPA (validated concentration) | Polyester, gamma-irradiated option available | Must meet biocompatibility requirements (ISO 10993) if wipe contacts the part |
| Ceramic-filled resin | IPA or TPM | Heavy-duty polyester, high abrasion resistance | Ceramic particles in the resin are abrasive—wipe must withstand scrubbing |
One critical rule: always wipe with a fresh section of the wipe for each pass. Reusing a saturated section redistributes uncured resin across the part surface instead of removing it. This is the most common post-processing mistake we see in SLA operations—the operator uses one wipe for the entire part, and the last areas they wipe get a fresh coat of resin from the first areas.
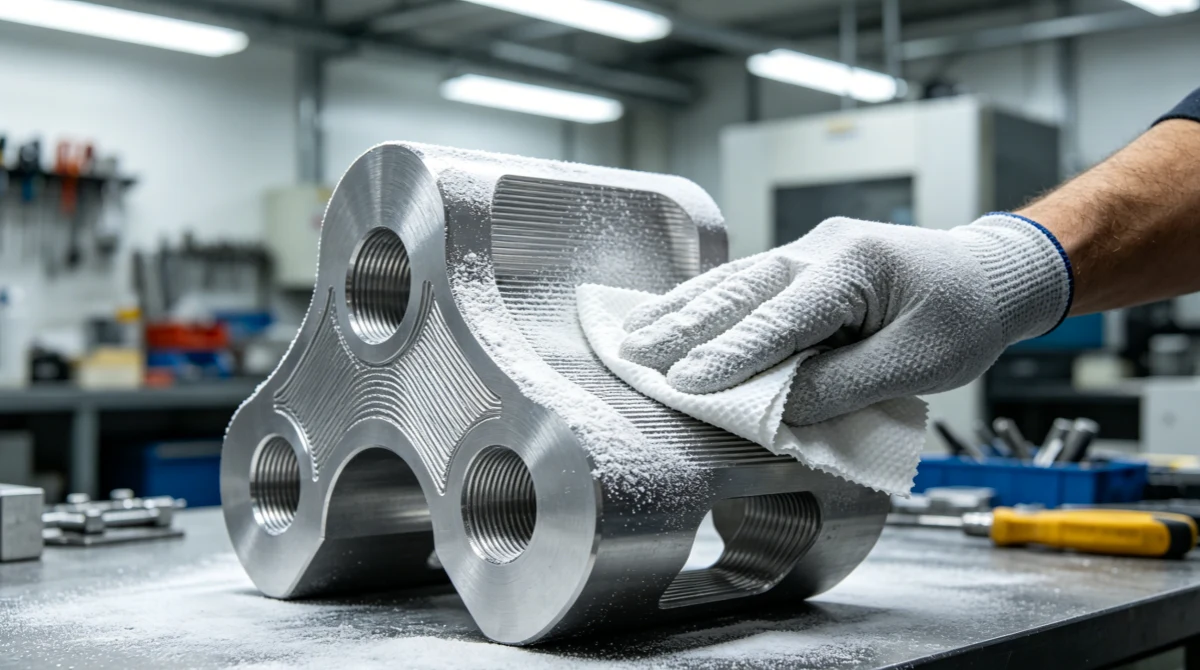
Powder Decontamination: The Hidden Contamination Step
Both polymer (SLS) and metal (DMLS/SLM/binder jetting) AM parts require thorough powder removal after printing. This step is often under-specified because the part looks clean after bead blasting. It isn’t.
Bead blasting removes loose surface powder but doesn’t extract powder trapped in:
- Internal channels and lattice structures—powder settles in channels during printing and can’t be reached by bead blast media.
- Surface pores—both polymer and metal AM surfaces have open porosity that traps powder below the bead blast surface.
- Threaded holes and precision features—powder packs into threads and tight tolerances during printing.
For trapped powder removal, use a wipe that’s small enough to access internal features and textured enough to generate the mechanical action needed to dislodge packed powder. For metal AM, a pre-wetted wipe with a compatible solvent helps dissolve binder residue that holds packed powder in place. For SLS nylon, a dry anti-static wipe is usually sufficient—the static-dissipative property helps release triboelectrically charged nylon powder from the part surface.
A metal AM service bureau in Ningbo tracked their post-processing rejection rate before and after implementing a systematic wipe-down protocol after bead blasting. Rejection rate dropped from 4.7% to 1.3%—all from powder contamination that the bead blast didn’t catch and the wipe did.
Surface Finish Preparation: Pre-Coating, Pre-Bonding, Pre-Dyeing
After powder decontamination and resin removal, many AM parts require surface finishing—coating, bonding, dyeing, or plating. Each finishing process has specific surface cleanliness requirements that your wipe must achieve.
Pre-Coating Surface Prep
AM parts coated with paint, powder coat, or thermal spray must have a surface free of oil, powder residue, and release agents. Use a solvent-dampened wipe compatible with your coating system—IPA for most paint systems, acetone for aggressive degreasing. The wipe must not leave fibers that telegraph through the coating finish.
Pre-Bonding Surface Prep
Adhesive bonding of AM parts (common in hybrid manufacturing assemblies) requires a surface with controlled roughness and zero contamination. The wipe removes release agents and handling contamination without smoothing the surface texture that provides mechanical interlock for the adhesive. Use a textured wipe with minimal solvent—enough to clean, not enough to fill the surface valleys.
Pre-Dyeing (SLS Nylon)
SLS nylon parts are often dyed black or custom colors after printing. Dye uptake depends on surface cleanliness—any oil, powder residue, or silicone contamination creates uneven dye absorption that appears as blotchy or streaky color. Use a lint-free wipe with IPA to remove handling contamination before the dye bath. The wipe must not introduce any residue that blocks dye penetration into the nylon surface pores.
Biocompatibility: Wipe Requirements for Medical AM Parts
If you’re 3D printing medical devices, dental restorations, or surgical guides, your post-processing wipe may be part of your biocompatibility validation. Here’s what that means:
- ISO 10993 testing — If the wipe contacts the finished part surface, the wipe material must be included in your biocompatibility testing per ISO 10993. Extractables and leachables from the wipe must not cause cytotoxicity, sensitization, or irritation responses.
- Cleanroom manufacturing — Medical AM parts require post-processing in controlled environments. Your wipe should be manufactured in a cleanroom environment with documented particle counts and microbial limits.
- Gamma sterilization compatibility — If the finished part is gamma-sterilized, your post-processing wipe must not leave residues that degrade or discolor under gamma irradiation. Some organic wipe materials yellow or become brittle after gamma exposure.
- Lot-level traceability — Medical device regulations (FDA 21 CFR 820, EU MDR) require full material traceability for every consumable used in manufacturing. Your wipe supplier must provide lot-level documentation traceable from raw material to finished product.
A dental lab in Guangzhou was printing surgical guides on biocompatible resin and post-processing with standard IPA wipes. Their ISO 10993 biocompatibility testing failed on cytotoxicity—traced to a silicone-based release agent from the wipe manufacturing process that transferred to the guide surface during post-processing. They switched to silicone-free, medical-grade wipes and passed retesting. The wipe cost difference was ¥0.20 per surgical guide. The retest cost ¥50,000.
Your AM Post-Processing Team at WIPESTAR
Additive manufacturing accounts get a team that understands post-processing chemistry—not generalists applying standard cleanroom specs to AM-specific contamination.

Ethan — Sales Director
Ethan has watched the additive manufacturing industry evolve from prototyping to production. He understands the difference between a wipe for a service bureau running 50 printers and a wipe for an in-house AM cell making end-use parts. He leads our AM industry account strategy and handles the multi-site supply agreements that contract AM bureaus need.

Lee — Key Account Sales Manager
Lee manages key accounts in the AM space, including contract manufacturers and in-house AM production facilities. He coordinates sample evaluations, manages qualification documentation, and handles the ongoing supply logistics that AM production demands—where print schedules are unpredictable and consumable needs fluctuate with job mix.

Carolina — Product Specialist
Carolina works with our production team to develop wipe products for AM-specific applications. She coordinates solvent compatibility testing, material safety data, and the custom wipe configurations that AM post-processing sometimes requires—non-standard sizes, specific fold formats, or pre-wetted options for particular wash solvents. She’s the one who turns your post-processing problem into a wipe specification.

Yunyun — ESD Project Manager
Static charge is a specific problem in SLS powder decontamination—nylon powder clings to charged surfaces and won’t release during bead blasting or wipe-down. Yunyun tests wipe ESD properties for AM applications and recommends anti-static solutions that improve powder removal efficiency. If your SLS parts still have powder residue after blasting, she’s the one to consult.
Meet the full team: WIPESTAR Team Page →
Frequently Asked Questions About Industrial Wiping Cloths for 3D Printing Post Processing
Request 3D Printing Post-Processing Wipe Samples
We supply industrial wiping cloths for additive manufacturing post processing—resin-compatible, powder-decontamination, anti-static, and biocompatible options. ISO 9001:2015 certified production. Free samples with solvent compatibility testing for qualified AM facilities.
Browse our wiping cloth range →
Request Post-Processing Samples →